
金盾防水榮獲“中國綠色建材產品”三星級認證證書
發布時間 : 2022-10-15
點擊 : 0

【概要描述】高分子(EVA)防水板隧道防水工程標準化施工技術
技術特點
高分子EVA防水板是一種合成高分子EVA復合片材、以EVA高聚物、改性優質瀝青為基料,加入增塑劑、抗老化劑、穩定劑、填充劑等,復合而成的新型具有優良防水性能的合成高分子防水卷材。兼有高分子防水卷材和自粘防水卷材的防水性能,一層卷材,兩道設防,大大提高了防水層的防水效果。低溫及潮濕環境條件下可施工,粘接密封性好,具有抗穿刺自愈性,延伸率高,產品無毒無味,符合環保要求。
適用范圍
適用于各種工業與民用建筑地下室頂板及屋面防水工程鐵路、地鐵的隧道防水工程,公路、鐵路涵洞的工程防水。
各種市政工程、污水處理池、人防工程、垃圾填埋場、人工湖等地下建筑工程的防水、防滲、防潮工程。
材料性能
3.1、高分子(EVA)防水板,參見<濕鋪防水卷材>GB/T35467-2017
3.2、輔助材料
金屬固定件
密封材料
施工準備(機具、設備)
4.1焊接設備見第三章
4.2其他工具見第三章
4.3行走臺車:為了鋪防水板,擬制作簡易臺車(或租賃),臺車用型鋼連接而成,下部行走輪安置在襯砌臺車的走行軌上,用人力配合機械使臺車就位在工作面。臺車前端,安裝與二次襯砌內輪廓一致的剛架和扶梯,供作業人員檢查初期支護的平整度和輪廓尺寸。臺車上配備不同高度的作業平臺,能達到隧道周邊任一部位。臺車上配備輻射狀的防水板支撐系統。臺車上配備提升(成卷)防水板的卷揚機和鋪放防水板的設施。
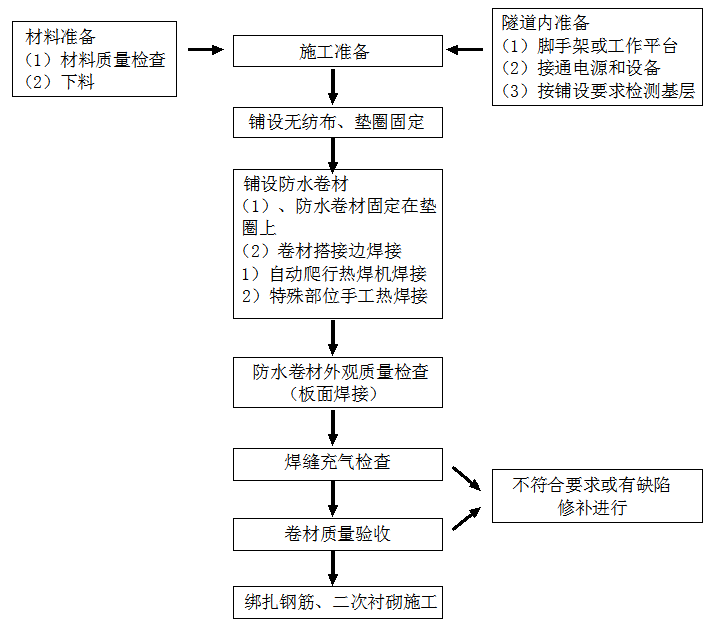
工藝流程
施工操作要點(細部構造及做法)
6.1防水板鋪設
6.1.1.防水板超前二次襯砌10~20m施工,用自動爬行熱焊機進行焊接,鋪設采用專用臺車進行。
6.1.2.鋪設前進行精確放樣,彈出標準線進行試鋪后確定防水板一環的尺寸,盡量減少接頭。
6.1.3.分離式防水板鋪設采用從下向上的順序鋪設,松緊應適度并留有余量(實鋪長度與弧長的比值為10:8),檢查時要保證防水板全部面積均能抵到圍巖。
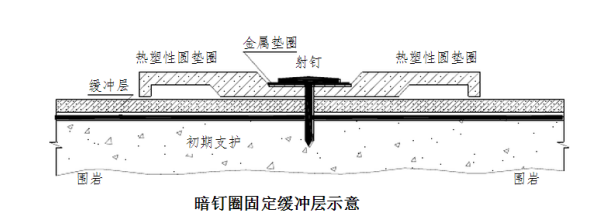
6.1.4.分離式防水板鋪掛前,用帶熱塑性圓墊圈的射釘將緩沖層平整順直地固定在基層上(見下圖),緩沖層搭接寬度50mm,可用熱風焊槍點焊,每幅防水板布置適當排數墊圈,每排墊圈距防水板邊緣40cm左右,墊圈間距:側壁80cm,2~3個墊圈/m2,頂部40cm,3~4個墊圈/㎡。
6.1.5兩幅防水板的搭接寬度不應小于150mm。
6.1.6環向鋪設時,下部防水板應壓住上部防水板。
6.1.7.防水板之間的搭接縫應采用雙焊縫、調溫、調速熱楔式功能的自動爬行式熱合機熱熔焊接,細部處理或修補采用手持焊槍,單條焊縫的有效焊接寬度不應小于15mm,焊接嚴密,不得焊焦焊穿。
6.1.8.防水板縱向搭接與環向搭接處,除按正常施工外,應再覆蓋一層同類材料的防水板材,用熱焊焊接。
6.1.9.三層以上塑料防水板的搭接形式必須是“T”型接頭。
6.1.10.分段鋪設的卷材的邊緣部位預留至少60cm的搭接余量并且對預留部分邊緣部位進行有效的保護。
6.1.11.綁扎或焊接鋼筋時,采取措施應避免對卷材造成破壞。
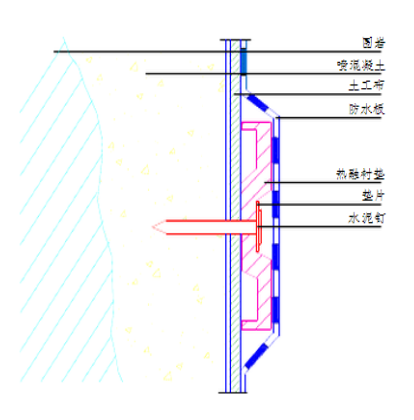
6.1.12.混凝土振搗時,振搗棒不得接觸防水板,以防防水板受到損傷。鋪設固定防水板。先在隧道拱頂部的土工布上標出隧道縱向的中心線,再使防水卷材的橫向中心線與這一標志相重合,將拱頂部的防水卷材與熱融襯墊片焊接,再象土工布墊層一樣從拱頂開始向兩側下垂鋪設,邊鋪邊與熱融襯墊焊接。鋪設時要注意與與土工布密貼,并不得拉得太緊,一定要留出余量。
6.1.13.將防水板專用融熱器對準熱融襯墊所在位置進行熱合,一般5秒鐘即可。兩者粘結剝離強度不得小于防水板的抗拉強度。防水板鋪設見“防水板固定示意圖”
6.2防水板焊接
板材采用雙縫熱熔自動焊接機焊接。依據板材的厚度和自然環境的溫差調整好焊接機的速度和焊接溫度進行焊接。焊接完后的卷材表面留有空氣道,用以檢測焊接質量,具體見“防水板焊接示意圖”。
檢查方法:用5號注射針與壓力表相接,用打氣筒進行充氣,在0.2MPa壓力作用下5分鐘不小于0.16MPa。否則應補焊至合格為止。
質量檢驗標準及檢驗方法
符合設計要求或《地下工程防水技術規程》GB50108
項目
檢測項目
規定
檢查頻率
檢查方法
防水板
防水板性能
符合設計要求或《地下工程防水技術規程》GB50108
每批抽查
檢查報告、質量評定記錄
鋪掛情況
每100m2抽查一處,每處10m2,但不少于3處
觀察檢驗
防水板接縫
按焊縫數量5%抽查,每條焊縫為1處,但不少于3處
雙焊縫間空腔內充氣檢驗
搭接寬度
尺量檢查
【概要描述】高分子(EVA)防水板隧道防水工程標準化施工技術
技術特點
高分子EVA防水板是一種合成高分子EVA復合片材、以EVA高聚物、改性優質瀝青為基料,加入增塑劑、抗老化劑、穩定劑、填充劑等,復合而成的新型具有優良防水性能的合成高分子防水卷材。兼有高分子防水卷材和自粘防水卷材的防水性能,一層卷材,兩道設防,大大提高了防水層的防水效果。低溫及潮濕環境條件下可施工,粘接密封性好,具有抗穿刺自愈性,延伸率高,產品無毒無味,符合環保要求。
適用范圍
適用于各種工業與民用建筑地下室頂板及屋面防水工程鐵路、地鐵的隧道防水工程,公路、鐵路涵洞的工程防水。
各種市政工程、污水處理池、人防工程、垃圾填埋場、人工湖等地下建筑工程的防水、防滲、防潮工程。
材料性能
3.1、高分子(EVA)防水板,參見<濕鋪防水卷材>GB/T35467-2017
3.2、輔助材料
金屬固定件
密封材料
施工準備(機具、設備)
4.1焊接設備見第三章
4.2其他工具見第三章
4.3行走臺車:為了鋪防水板,擬制作簡易臺車(或租賃),臺車用型鋼連接而成,下部行走輪安置在襯砌臺車的走行軌上,用人力配合機械使臺車就位在工作面。臺車前端,安裝與二次襯砌內輪廓一致的剛架和扶梯,供作業人員檢查初期支護的平整度和輪廓尺寸。臺車上配備不同高度的作業平臺,能達到隧道周邊任一部位。臺車上配備輻射狀的防水板支撐系統。臺車上配備提升(成卷)防水板的卷揚機和鋪放防水板的設施。
工藝流程
施工操作要點(細部構造及做法)
6.1防水板鋪設
6.1.1.防水板超前二次襯砌10~20m施工,用自動爬行熱焊機進行焊接,鋪設采用專用臺車進行。
6.1.2.鋪設前進行精確放樣,彈出標準線進行試鋪后確定防水板一環的尺寸,盡量減少接頭。
6.1.3.分離式防水板鋪設采用從下向上的順序鋪設,松緊應適度并留有余量(實鋪長度與弧長的比值為10:8),檢查時要保證防水板全部面積均能抵到圍巖。
6.1.4.分離式防水板鋪掛前,用帶熱塑性圓墊圈的射釘將緩沖層平整順直地固定在基層上(見下圖),緩沖層搭接寬度50mm,可用熱風焊槍點焊,每幅防水板布置適當排數墊圈,每排墊圈距防水板邊緣40cm左右,墊圈間距:側壁80cm,2~3個墊圈/m2,頂部40cm,3~4個墊圈/㎡。
6.1.5兩幅防水板的搭接寬度不應小于150mm。
6.1.6環向鋪設時,下部防水板應壓住上部防水板。
6.1.7.防水板之間的搭接縫應采用雙焊縫、調溫、調速熱楔式功能的自動爬行式熱合機熱熔焊接,細部處理或修補采用手持焊槍,單條焊縫的有效焊接寬度不應小于15mm,焊接嚴密,不得焊焦焊穿。
6.1.8.防水板縱向搭接與環向搭接處,除按正常施工外,應再覆蓋一層同類材料的防水板材,用熱焊焊接。
6.1.9.三層以上塑料防水板的搭接形式必須是“T”型接頭。
6.1.10.分段鋪設的卷材的邊緣部位預留至少60cm的搭接余量并且對預留部分邊緣部位進行有效的保護。
6.1.11.綁扎或焊接鋼筋時,采取措施應避免對卷材造成破壞。
6.1.12.混凝土振搗時,振搗棒不得接觸防水板,以防防水板受到損傷。鋪設固定防水板。先在隧道拱頂部的土工布上標出隧道縱向的中心線,再使防水卷材的橫向中心線與這一標志相重合,將拱頂部的防水卷材與熱融襯墊片焊接,再象土工布墊層一樣從拱頂開始向兩側下垂鋪設,邊鋪邊與熱融襯墊焊接。鋪設時要注意與與土工布密貼,并不得拉得太緊,一定要留出余量。
6.1.13.將防水板專用融熱器對準熱融襯墊所在位置進行熱合,一般5秒鐘即可。兩者粘結剝離強度不得小于防水板的抗拉強度。防水板鋪設見“防水板固定示意圖”
6.2防水板焊接
板材采用雙縫熱熔自動焊接機焊接。依據板材的厚度和自然環境的溫差調整好焊接機的速度和焊接溫度進行焊接。焊接完后的卷材表面留有空氣道,用以檢測焊接質量,具體見“防水板焊接示意圖”。
檢查方法:用5號注射針與壓力表相接,用打氣筒進行充氣,在0.2MPa壓力作用下5分鐘不小于0.16MPa。否則應補焊至合格為止。
質量檢驗標準及檢驗方法
符合設計要求或《地下工程防水技術規程》GB50108
項目
檢測項目
規定
檢查頻率
檢查方法
防水板
防水板性能
符合設計要求或《地下工程防水技術規程》GB50108
每批抽查
檢查報告、質量評定記錄
鋪掛情況
每100m2抽查一處,每處10m2,但不少于3處
觀察檢驗
防水板接縫
按焊縫數量5%抽查,每條焊縫為1處,但不少于3處
雙焊縫間空腔內充氣檢驗
搭接寬度
尺量檢查
高分子(EVA)防水板隧道防水工程標準化施工技術
高分子EVA防水板是一種合成高分子EVA復合片材、以EVA高聚物、改性優質瀝青為基料,加入增塑劑、抗老化劑、穩定劑、填充劑等,復合而成的新型具有優良防水性能的合成高分子防水卷材。兼有高分子防水卷材和自粘防水卷材的防水性能,一層卷材,兩道設防,大大提高了防水層的防水效果。低溫及潮濕環境條件下可施工,粘接密封性好,具有抗穿刺自愈性,延伸率高,產品無毒無味,符合環保要求。
適用于各種工業與民用建筑地下室頂板及屋面防水工程鐵路、地鐵的隧道防水工程,公路、鐵路涵洞的工程防水。
各種市政工程、污水處理池、人防工程、垃圾填埋場、人工湖等地下建筑工程的防水、防滲、防潮工程。
3.1、高分子(EVA)防水板,參見<濕鋪防水卷材>GB/T35467-2017
3.2、輔助材料
4.1焊接設備
4.2其他工具
4.3行走臺車:為了鋪防水板,擬制作簡易臺車(或租賃),臺車用型鋼連接而成,下部行走輪安置在襯砌臺車的走行軌上,用人力配合機械使臺車就位在工作面。臺車前端,安裝與二次襯砌內輪廓一致的剛架和扶梯,供作業人員檢查初期支護的平整度和輪廓尺寸。臺車上配備不同高度的作業平臺,能達到隧道周邊任一部位。臺車上配備輻射狀的防水板支撐系統。臺車上配備提升(成卷)防水板的卷揚機和鋪放防水板的設施。
6.1.1.防水板超前二次襯砌10~20m施工,用自動爬行熱焊機進行焊接,鋪設采用專用臺車進行。
6.1.2.鋪設前進行精確放樣,彈出標準線進行試鋪后確定防水板一環的尺寸,盡量減少接頭。
6.1.3.分離式防水板鋪設采用從下向上的順序鋪設,松緊應適度并留有余量(實鋪長度與弧長的比值為10:8),檢查時要保證防水板全部面積均能抵到圍巖。
6.1.4.分離式防水板鋪掛前,用帶熱塑性圓墊圈的射釘將緩沖層平整順直地固定在基層上(見下圖),緩沖層搭接寬度50mm,可用熱風焊槍點焊,每幅防水板布置適當排數墊圈,每排墊圈距防水板邊緣40cm左右,墊圈間距:側壁80cm,2~3個墊圈/m2,頂部40cm,3~4個墊圈/㎡。
6.1.5兩幅防水板的搭接寬度不應小于150mm。
6.1.6環向鋪設時,下部防水板應壓住上部防水板。
6.1.7.防水板之間的搭接縫應采用雙焊縫、調溫、調速熱楔式功能的自動爬行式熱合機熱熔焊接,細部處理或修補采用手持焊槍,單條焊縫的有效焊接寬度不應小于15mm,焊接嚴密,不得焊焦焊穿。
6.1.8.防水板縱向搭接與環向搭接處,除按正常施工外,應再覆蓋一層同類材料的防水板材,用熱焊焊接。
6.1.9.三層以上塑料防水板的搭接形式必須是“T”型接頭。
6.1.10.分段鋪設的卷材的邊緣部位預留至少60cm的搭接余量并且對預留部分邊緣部位進行有效的保護。
6.1.11.綁扎或焊接鋼筋時,采取措施應避免對卷材造成破壞。
6.1.12.混凝土振搗時,振搗棒不得接觸防水板,以防防水板受到損傷。鋪設固定防水板。先在隧道拱頂部的土工布上標出隧道縱向的中心線,再使防水卷材的橫向中心線與這一標志相重合,將拱頂部的防水卷材與熱融襯墊片焊接,再象土工布墊層一樣從拱頂開始向兩側下垂鋪設,邊鋪邊與熱融襯墊焊接。鋪設時要注意與與土工布密貼,并不得拉得太緊,一定要留出余量。
6.1.13.將防水板專用融熱器對準熱融襯墊所在位置進行熱合,一般5秒鐘即可。兩者粘結剝離強度不得小于防水板的抗拉強度。防水板鋪設見“防水板固定示意圖”
板材采用雙縫熱熔自動焊接機焊接。依據板材的厚度和自然環境的溫差調整好焊接機的速度和焊接溫度進行焊接。焊接完后的卷材表面留有空氣道,用以檢測焊接質量,具體見“防水板焊接示意圖”。
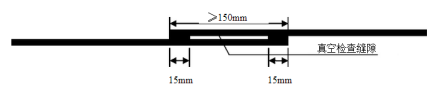
檢查方法:用5號注射針與壓力表相接,用打氣筒進行充氣,在0.2MPa壓力作用下5分鐘不小于0.16MPa。否則應補焊至合格為止。
符合設計要求或《地下工程防水技術規程》GB50108
|
項目 |
檢測項目 |
規定 |
檢查頻率 |
檢查方法 |
|
防水板 |
防水板性能 |
符合設計要求或《地下工程防水技術規程》GB50108 |
每批抽查 |
檢查報告、質量評定記錄 |
|
鋪掛情況 |
每100m2抽查一處,每處10m2,但不少于3處 |
觀察檢驗 |
||
|
防水板接縫 |
按焊縫數量5%抽查,每條焊縫為1處,但不少于3處 |
雙焊縫間空腔內充氣檢驗 |
||
|
搭接寬度 |
尺量檢查 |
掃二維碼用手機看
北京金盾建材有限公司 京ICP備13026310號  京公網安備11010602104602號 網站建設:中企動力 北京
京公網安備11010602104602號 網站建設:中企動力 北京





